





BFM生物集效工艺技术原理
阅读次数:7841
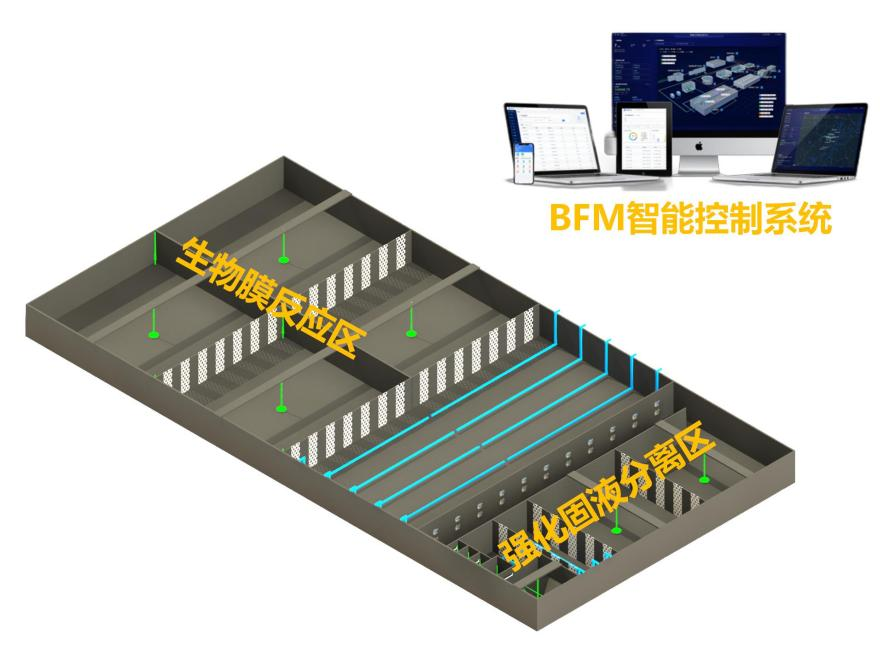
BFM生物集效工艺的生物膜反应区,主要功能是降解COD、NH3-N、TN,该段出水的溶解性COD<30mg/L、NH3-N<1.5mg/L、TN<5mg/L;反应器内的微生物浓度可达到12g/L,系统的体积负荷超过MBR系统的体积负荷。
BFM生物集效工艺的强化固液分离区,主要功能是实现生物膜的快速分离。为了进一步利用膜水分离区的功能,通过加载化学除磷共沉淀技术同步去除悬浮SS和TP,保障出水的SS<10mg/L、TP<0.3mg/L。
1.生物膜反应区液位、悬浮载体流化状态的实时监控、预警及问题解决;曝气量及回流量的精确控制;碳源量的精确投加;搅拌器运行台数及频率的动态调整;生物膜厚度的动态调控;曝气效能的评估;风机、搅拌器、内回流泵等核心设备运行状态的监控、预警;
2. 基于生物膜反应区出水水质及水量的智能控制,包括:膜水分离区的出水浊度的实时监控、预警及问题解决;除磷剂及PAM的精确投加;剩余污泥和回流污泥的精确控制;搅拌器、内回流泵、剩余泵等设备运行状态的监控、预警;
生物集效工艺智能控制系统除了可以保障运行安全可靠,出水稳定达标以外,还能够降低运行人员的劳动强度,解决人工调控的滞后性等问题,相比人工运行或常规自控运行,可节约电耗药耗10~30%。
此外,智能控制系统配套提供云平台服务,可以帮助水厂、集团实现数字化生产运营,同时平台能够接受定制化搭建,可根据需求进一步提供专业的智慧水务运营服务等功能。
返回